
For tools with small diameters it is very important to make sure that the relief surface has clearance to the enclosing circle all around. The first and second relief angles which can be specified in the ProfDia profile section window are not able to ensure this when the tip thickness is big in relation to the tool diameter. The sketch shows that the second relief angle would leave a lot of material outside the enclosing circle.

To remove the remaining material ProfDia offers the possibility to create further profile sub sections with the same contour and to execute these cuts with angular offsets to the initial angular position. It is possible to add as many additional cuts as necessary to get clearance all around.
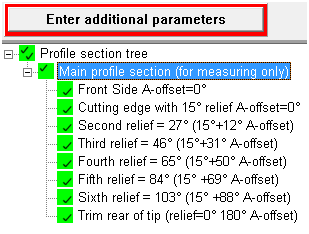
The example sketch shows the situation after five cuts with increasing angular offsets. With an additional cut (using a separate DXF contour, 0° radial relief and 180° angular offset) the rear of the tip is trimmed in a definite distance to the centre. The desired shape of the relief surface can be determined by modifying the angular offset and the relief angle in every sub section. To get suitable parameters the best way is to draw the desired shape and to determine the parameters in the sketch. For the example above there is one main profile section which is just used for measuring. All other sections are moved to the right as sub sections and inherit the measuring data from the main section. The profile section names explain what each sub section is doing.
Important parameters:
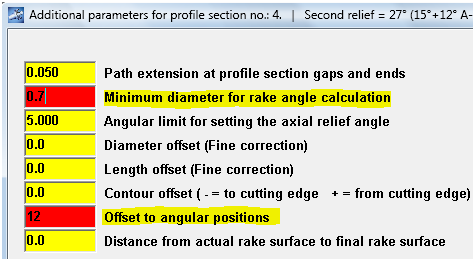
In the main profile section the “Minimum diameter for rake angle calculation” has to be set to a value below the smallest diameter of the tool
In the sub sections for the additional relief angles the “Offset to angular position” has to be set to the appropriate value. If the parameter “Offset to angular position” is not visible in “Additional parameters” this option has to be activated by opening the “Feature Manager” (ProfDia program folder on the desktop). Then switch on the item “Parameters for angular and contour offset”.